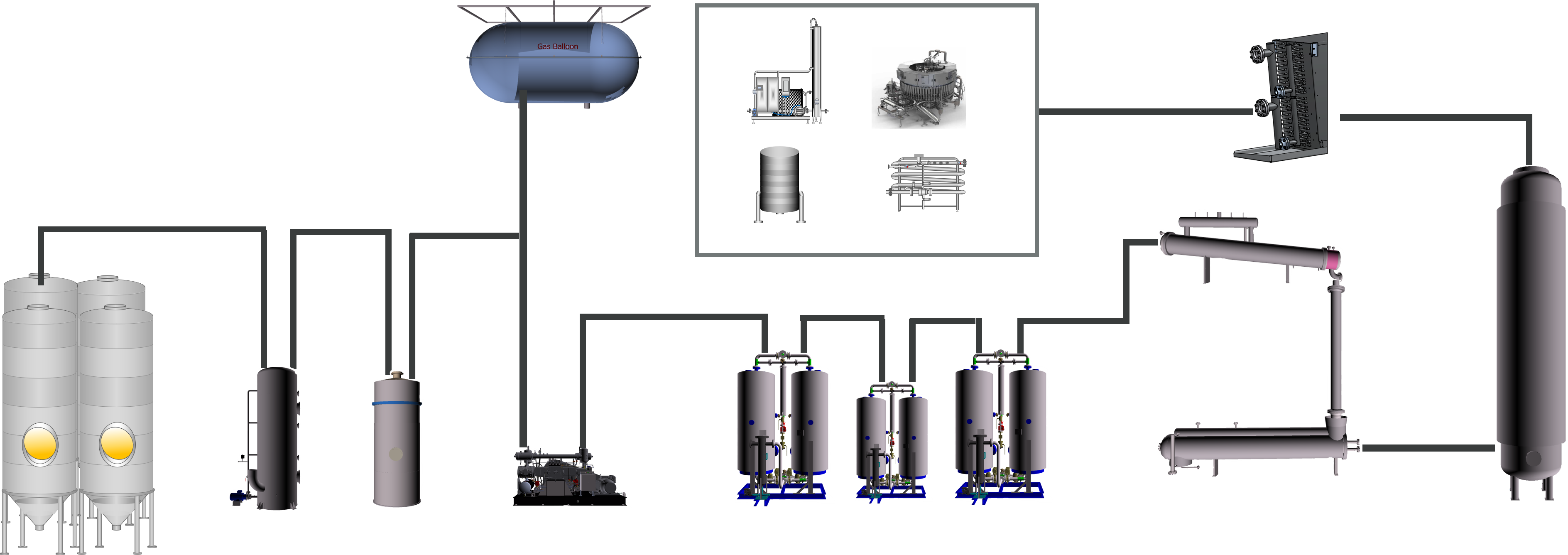
Bisher setzen allerdings fast nur Brauereien mit großen Produktionsmengen auf die Rückgewinnung – auch wenn es je nach Land und Infrastruktur Unterschiede gibt. Kleinere Betriebe kaufen das Gas meist zu, es fällt unter anderem beim Herstellen von Düngemitteln oder Ethanol als Nebenprodukt an. Aber schon während der Covid-19-Pandemie waren die Lieferketten brüchig geworden. Als 2022 in vielen Regionen die Energiepreise, vor allem für Erdgas, stark anstiegen, fuhren Düngemittelhersteller die energieintensive Produktion zurück und es wurde eng am CO2-Markt. Hitzeperioden und wärmere Sommer tragen ebenfalls zu Versorgungsengpässen bei, denn CO2 dient als Kühlmittel und Grundstoff für Trockeneis. Außerdem wird an heißen Sommertagen viel getrunken, so dass auch die Getränkeindustrie mehr von dem Gas benötigt. Angesichts dieser Lage erwägen die Betriebe zunehmend, das CO2 aus dem Gärtank rückzugewinnen. „Früher dachte man ab mehreren 100.000 Hektolitern Produktionsmenge im Jahr über die Rückgewinnung nach“, sagt Peter Gattermeyer, Head of Technology & Engineering bei Steinecker. „Angesichts der heutigen Preise und der gewonnenen Unabhängigkeit von der Versorgungslage ist die Überlegung schon ab etwa 100.000 Hektolitern sinnvoll.“
Die CO₂-Rückgewinnung für Brauereien ist Teil des Steinecker Nachhaltigkeitskonzepts.