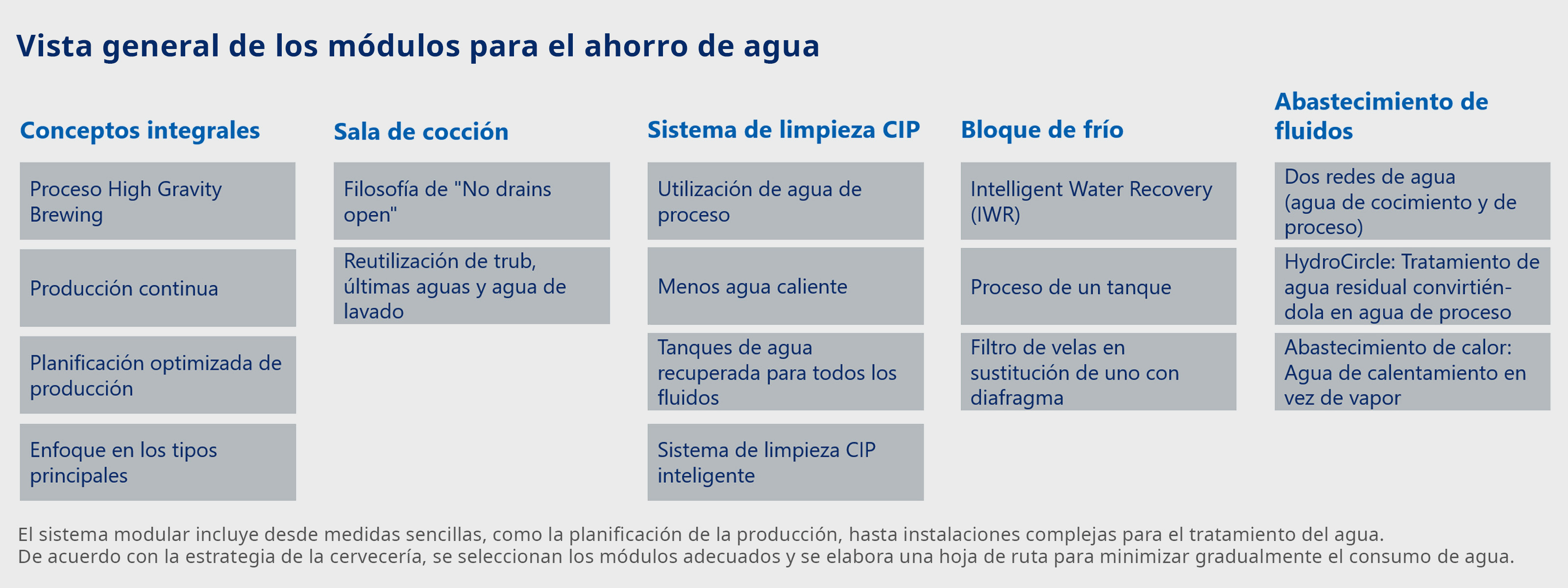
“El agua es a menudo todavía un tema de nicho hoy en día, pero llegará”, dice Jochen Löfflad, del equipo de ventas de Steinecker. “Actualmente, muchas cervecerías se están centrando en sus consumos de calor y energía debido a la presión de costos y a sus objetivos de CO2. Pero cada vez son más las empresas que formulan objetivos ambiciosos para el consumo de agua. Es por eso por lo que hemos elaborado una especie de caja de herramientas adecuada con anterioridad”.
Generalmente suele ser una mezcla de razones que induce a las cervecerías a optimizar su consumo de agua. Van desde su propia filosofía de sostenibilidad hasta la presión de los costes y la notable escasez de agua. “Las consideraciones son muy diferentes a nivel regional”, explica el colega de Löfflad Thilo Steindorf. “En Centroamérica, por ejemplo, conocemos cervecerías que ya no tienen suficiente agua y tienen que reducir su producción”.